 Skip to content
Skip to content

Caraharian.com – Mengelas besi adalah proses penyambungan dua atau lebih benda logam menggunakan panas tinggi untuk menciptakan ikatan yang kuat. Berikut ini salah satu cara menyambung besi dengan proses pengelasan GMAW. Lalu apasaja kelebihan dan kekurangannya? Simak artikel selengkapnya berikut ini.
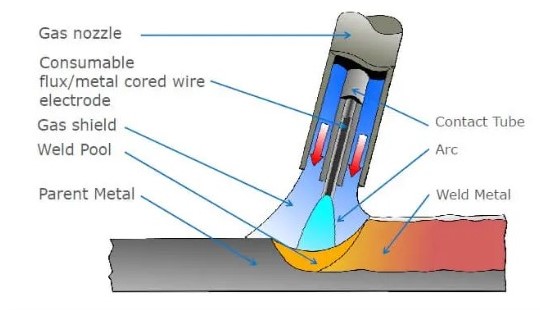
Merupakan salah satu jenis proses pengelasan atau penyambungan bahan logam yang menggunakan sumber panas dari energi listrik yang diubah atau diubah menjadi energi panas, pada proses las GMAW ini menggunakan kawat las yang digulung dan menggunakan gas sebagai pelindung peleburannya. logam las selama proses pengelasan berlangsung.
Proses pengelasan GMAW terjadi karena adanya perpindahan ion anoda dan katoda ke logam dasar dan logam pengisi sehingga menimbulkan energi panas yang menyebabkan logam dasar dan logam pengisi meleleh.
Baca juga: Perbedaan Proses Mesin Las TIG, MAG, MMA dan MIG, Tukang Las yang Sudah Ahli Minggir Dulu
Baca juga: Rumus Dan Contoh Soal Frekuensi Harapan
Baca juga: Pengertian dan Contoh Viskositas pada Kehidupan Sehari-Hari
Yang dapat mempengaruhi hasil pengelasan saat mengelas proses Gas Shielded Arc Welding
- Voltase.
- Ampere.
- Kecepatan Las.
- Mode Transfer.
- Kecepatan Kawat Las.
Proses dan Bagian Mesin Las GMAW
- Mesin las
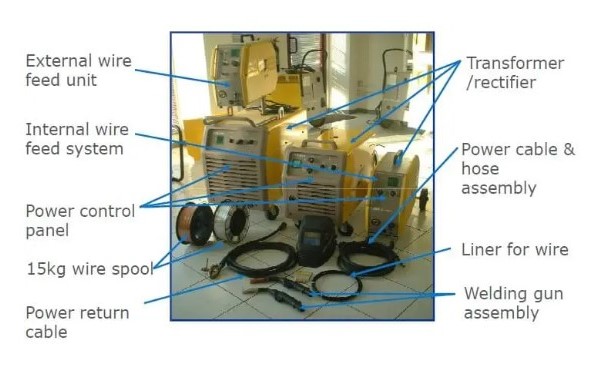
Mesin utama yang digunakan untuk proses pengelasan GMAW, terdapat banyak komponen listrik yang berguna untuk mengkonfersi energi listrik menjadi panas serta banyak lagi fungsi lainnya. - Tabung Gas
Berfungsi sebagai tempat penampung dari gas pelindung (CO2, Ar, He). - Welding Gun
Alat keluarnya gas dan kawat las untuk mengelas, jika ditekan dan didekatkan pada benda kerja maka busur las akan menyala. - Gulungan kawat las
Tempat kawat las digulung, biasanya gulungan ini dimasukkan kedalam alat yang bernama wire feeder. Untuk diameter kawat las GMAW antara o,6 sampai 1,6 mm. Yang umum digunakan biasanya 1,2 mm. - Wire Feeder
Wire feeder terdapat pengatur motor penarik, ampere dan voltase yang berfungsi untuk mengatur kecepatan keluarnya kawat las - Kabel Kawat Las
Tempat keluarnya atau jalannya kawat las dari wire feeder ke ujung welding Gun.
Proses pengelasan MAG (Metal Active Gas).
Proses las MAG adalah jenis las GMAW yang menggunakan gas pelindung CO2 selama proses pengelasan. Namun kelemahannya gas ini tidak dapat digunakan untuk GMAW spray transfer welding. Jika ingin menggunakan spray transfer type, maka harus mencampurkan gas CO2 dengan gas Helium atau gas Argon.




